1.P20 plastic mold steel
P20, plastic mold steel/DIN 40CrMnMo7 ,W-Nr 1.2311. P20 plastic mold steel is designation from ASTM standards, A typical mold steel with good welding property. It was first being known as P20 mold steel, and later come along with P20H, P20+Ni, P20 steel is wildly used in the production of plastic molds and Die-casting low melting point metal mold materials, This steel has good machinability and mirror polishing properties.
This steel is versatile, Low-alloy tool steel that is characterized by good toughness at moderate strength levels, this steel is commonly used for plastic injection prehardened condition at a hardness of approximately 300HBW.
2. Form of supply by Otai
P20, plastic mold steel/DIN 40CrMnMo7, W-Nr 1.2311, we can supply the round bar, flat bar, plate and square block. Diameters can be sawn to your required lengths as one offs or multiple cut pieces. Rectangular pieces can be sawn from flat bar or plate to your specific sizes. The tolerance will be strictly applied according to client requirements.

- Round

- sheet

- Plate

3. Reference picture

4. Chemical composition
P20, plastic mold steel/DIN 40CrMnMo7 ,W-Nr 1.2311,It equivalent steel grade chemical composition
| Grade | Carbon | Manganese | Silicon | Chromium | Molydbenum | Phosphorus | Sulfur |
| P20 | 0.28-0.4 | 0.6-1.0 | 0.2-0.8 | 1.4-2.0 | 0.3-0.55 | 0.03Max | 0.03max |
| 1.2311 | 0.35-0.45 | 1.3-1.6 | 0.2-0.4 | 1.8-2.1 | 0.15-0.25 | 0.03max | 0.03max |
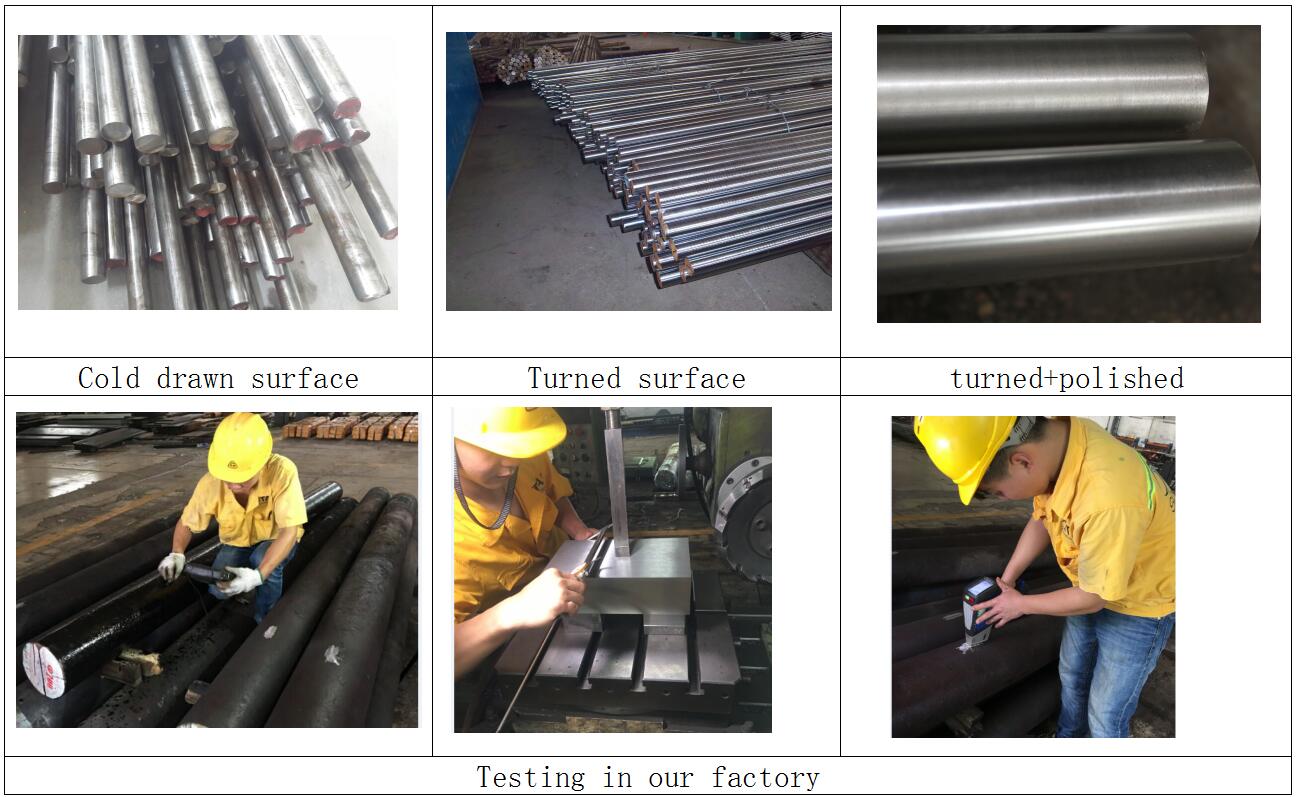
5. DIfferent surface condition and testing pictures in our factory
P20, plastic mold steel/DIN 40CrMnMo7 ,W-Nr 1.2311
6 Heat treating instructions
Stress relieving:
Because LSS P20 is sold in a prehardened condition, hardening heat treatment is not necessary, After machining and intermittently during service,the steel mat be thermally stress relieved by heating to 482C. Equalizing and holding for one hour per inch of thickness, and cooling in air to ambient temperature.
In those rare circumstances where the steel must be rehardened, the steel must first be annealed prior to hardening.
Hardening:
Critical temperature:Ac1: 763C
Preheating: heat at a rate not exceeding 222C per hour to 621-677C and equalize
Austenitizing (High Heat): Heat rapidly from the preheat to 843C, Soak for 30 minutes for the first inch of thickness, plus 15 minutes for each additional inch.
Quenching: Pressurized gass, or interrupted oil to 66-51C,
For Oil quench, quench until black, about 482C, then cool in still air to 66-51C,
Tempering: Temper immediately after quenching, hold at temperature for 1 hour per inch of thickness, 2 hours minimum, then air cool to ambient temperature.
Annealing:Heat at a rate not exceeding 222 C per hour, to 788C, and hold temperature for 1 hour per each inch of maximum thickness, 2 hours minimum, then cool slowly with the furnace at a rate not exceeding 28C per hour to 621C, continue cooling to ambient temperature in the furnace or in air
Contact
Email: Jack@otaisteel.com
Tel: +86-769- 23190193
Fax: +86-769-88705839